The characteristics of aluminum alloy die-casting products as follows:
- Classification of aluminum alloys based on their performance characteristics and uses
Aluminum alloys can be classified into four types: anti-rust aluminum (LF), duralumin (LY), extra-hard aluminum (LC), and forging aluminum (LD). - Classification of casting aluminum alloys based on the main alloying elements added
Casting aluminum alloys are divided into four categories: aluminum-silicon series (Al-Si), aluminum-copper series (Al-Cu), aluminum-magnesium series (Al-Mg), and aluminum-zinc series (Al-Zn).
Commonly used grades include ADC12 (A383) and ADC10 (A380). - Advantages of aluminum alloy die casting
- High product quality: Die-cast components feature high dimensional accuracy, good surface finish, and relatively high strength and hardness. Generally, the strength is 25% to 30% higher than that of sand-cast components, though the elongation decreases by approximately 70%. The components are dimensionally stable and interchangeable. Complex thin-walled aluminum die-castings can be produced, such as zinc alloy die-castings with a minimum wall thickness of 0.3 mm and aluminum alloy die-castings with a minimum wall thickness of 0.5 mm.
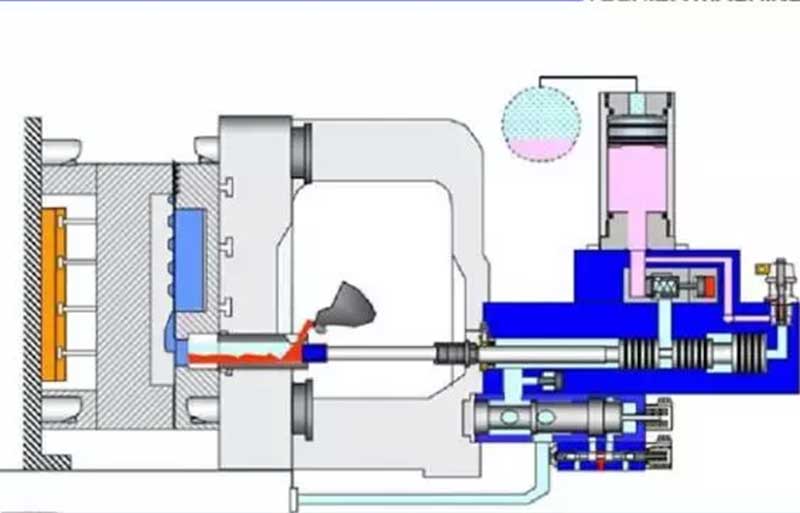
- High production efficiency: The machines operate at high production rates. For example, a domestic JⅢ3 horizontal cold chamber die-casting machine can produce 600 to 700 die-castings on average in eight hours, while a small hot chamber die-casting machine can produce 3,000 to 7,000 die-castings in the same period.
- Excellent economic performance: Due to the precise dimensions and good surface finish of die-cast aluminum components, they can often be used directly without further machining or with minimal machining. This improves metal utilization and reduces the need for extensive machining equipment and labor, resulting in lower-cost castings. Combination die-casting with other metals or non-metallic materials can save both assembly time and metal.
- Disadvantages of aluminum alloy die casting
- Porosity: Due to the high speed and unstable flow of liquid metal during filling, die-cast components are prone to porosity when using conventional die-casting methods, making heat treatment impossible.
- Difficulty in forming complex internal cavities: For components with complex internal concavities, die-casting can be challenging.
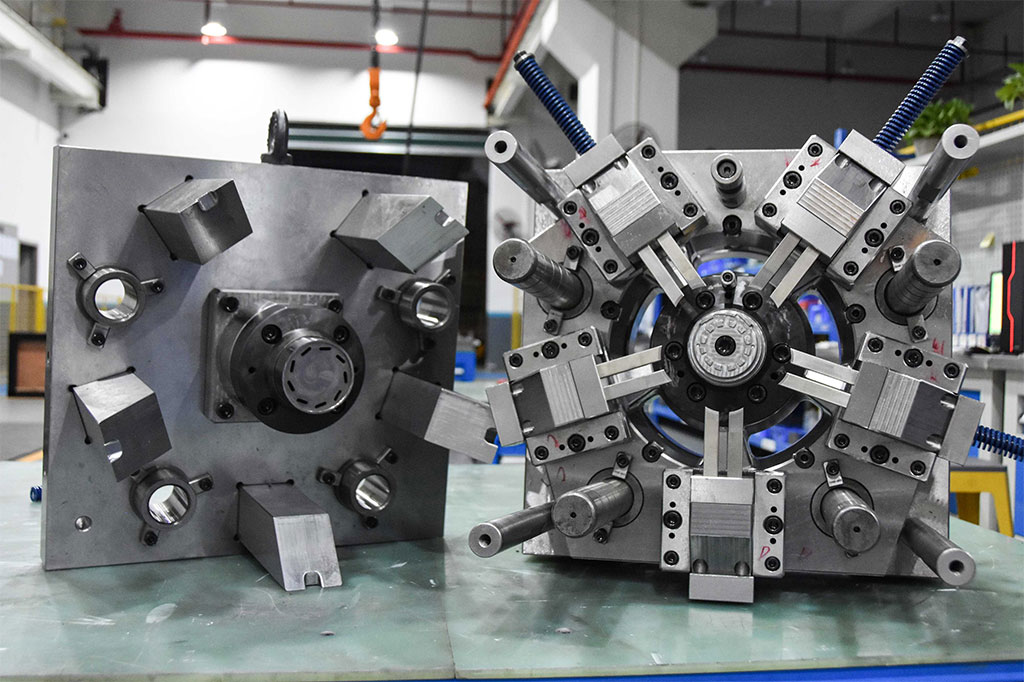
- Low mold life: The service life of aluminum alloy die-casting molds is relatively low, typically around 80,000 moldings.
- Unsuitability for small-batch production: The high cost of die-casting mold fabrication makes small-batch production uneconomical.
- Difficulty in anodizing: Aluminum alloy die-castings are not easily anodized because the presence of numerous bubbles or sand holes after die-casting makes it difficult to repair the surface, resulting in aesthetic issues that cannot be adequately covered after anodizing.