The surface roughness of a part is not always random after the CNC machining process because various applications require CNC parts with varying surface roughness to ensure perfect fit and function. Below is typical CNC machining surface roughness:
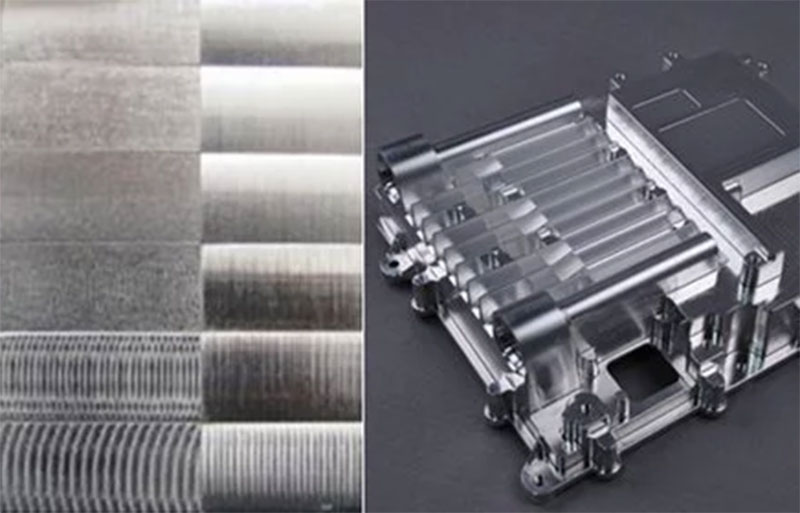
3.2 μm Ra
This is a standard commercial machine finish compatible with most consumer parts. Although it has visible cut marks, 3.2 µm Ra is the default surface roughness machinists apply on the CNC part.
It is the ideal surface roughness for machined parts exposed to vibrations, stress, and loads. Also, it is recommended for mating moving surfaces where the load is light and motion is slow.
1.6 μm Ra
A 1.6 µm is the industry standard roughness level for general applications. It has slightly visible cut marks and is ideal for machinery components or mechanical parts where the surface finish influences performance less critically. It is a perfect surface roughness for slow-moving and light load-bearing surfaces instead of fast-rotating parts and those exposed to intense vibration.
0.8 μm Ra
A 0.8 µm Ra is a considerably high-grade surface roughness that requires extremely close control. Although it costs more, it suits parts subjected to stress concentration, especially in automotive and consumer electronics applications. Besides, it can also be used for bearings in cases involving occasional motion and light loads.
0.4 μm Ra
This surface roughness is best suited for high-precision CNC parts for applications requiring aesthetics and smoothness. It resembles almost a mirror finish at a microscopic level. Product developers choose a 0.4 µm Ra surface roughness for rapidly rotating components, including shafts and bearings. However, it often requires more machining effort and quality control, significantly affecting production costs and time.