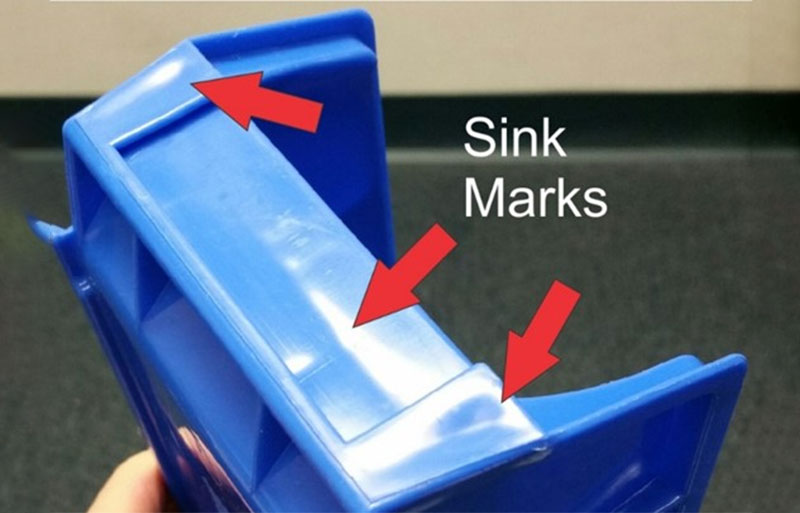
Sink marks are mainly manifested as localized depressions (either dimple-like or groove-like) on the surface of the product, typically occurring away from the gate location and in areas with thick walls, ribs, bosses, and inserts. When the thickness of the plastic part is uneven, sink marks may occur in some areas during the cooling process due to excessive shrinkage.
Causes of Sink Mark
Excessive shrinkage rate of the plastic.
Improper gate location or undersized gate.
Non-uniform mold cooling.
Elevated melt temperature.
Insufficient plastic injection volume and inadequate packing.
Excessive or uneven product wall thickness, resulting in inconsistent shrinkage during cooling.
Remedies for Sink Mark
Optimize mold design.
Increase injection pressure and injection speed.
Extend the cooling time of the plastic part inside the mold.
Adjust mold temperature to ensure uniform cooling.
If sink marks occur near the gate, extending the holding pressure time can resolve the issue.