Overview
The assembly of injection molds is a critically important step in injection molding production, directly impacting the stability of mold operation, the quality of injection-molded products, and production efficiency. Proper assembly not only requires that the fit precision between components meets design specifications but also necessitates the rational arrangement of guiding, cooling, venting, and injection systems to ensure smooth coordination of mold closing, molding, opening, and ejection actions. The following sections will systematically explain assembly techniques across five major areas: mold structural component identification, assembly sequence, centering and gap adjustment, auxiliary system installation, and mold testing and calibration.
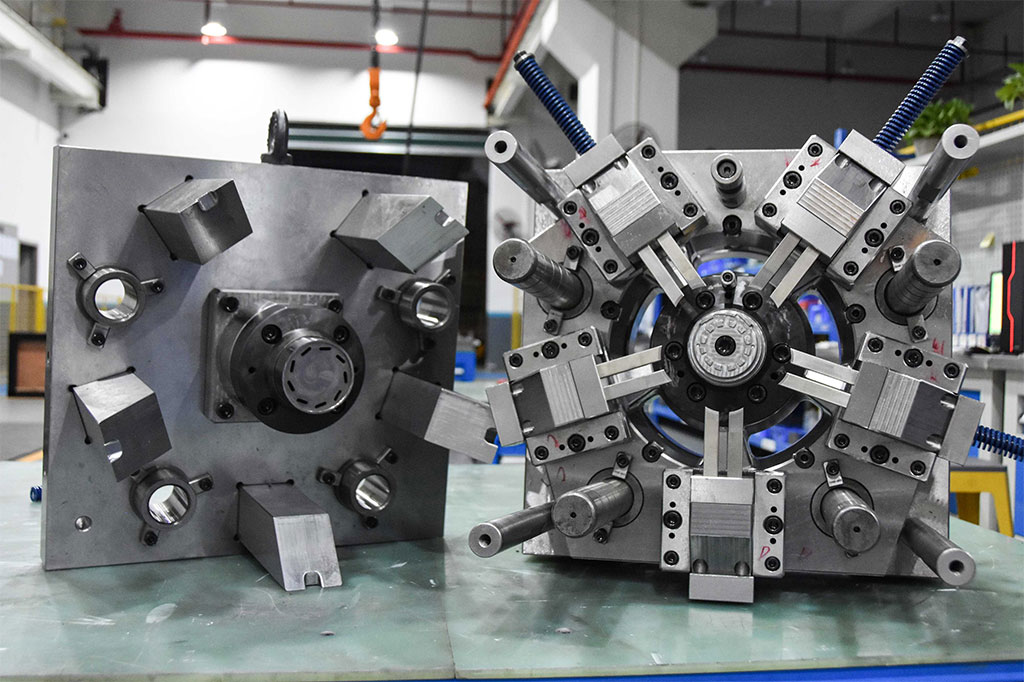
I. Identification and Preparation: Mold Structural Components and Standard Parts
1. Mold Plates and Standard Parts
- Mold Base: Serving as the framework that carries all mold components, it must be checked for flatness and parallelism to ensure no warping is present.
- Standard Guide Pillars and Bushings: These ensure precise centering between the moving and fixed mold halves, with a recommended fit clearance of 0.01–0.03 mm. During assembly, insert the guide pillars first, then fit the bushings to ensure smooth sliding without wobbling.
- Ejector Pins and Springs: As the core of the ejection mechanism, verify the length of ejector pins and the stroke of springs to prevent sticking or insufficient travel during ejection.
2. Core and Cavity Components
- Inserts, Slides, and Lifters: Used when side core pulling is required, confirm that the angle of the angle pins and the reset mechanism operate without obstruction before installation.
- Cooling Manifold: Ensure that corresponding cooling channels and quick-connect fittings are intact and leak-free. Assemble and conduct pressure testing beforehand.
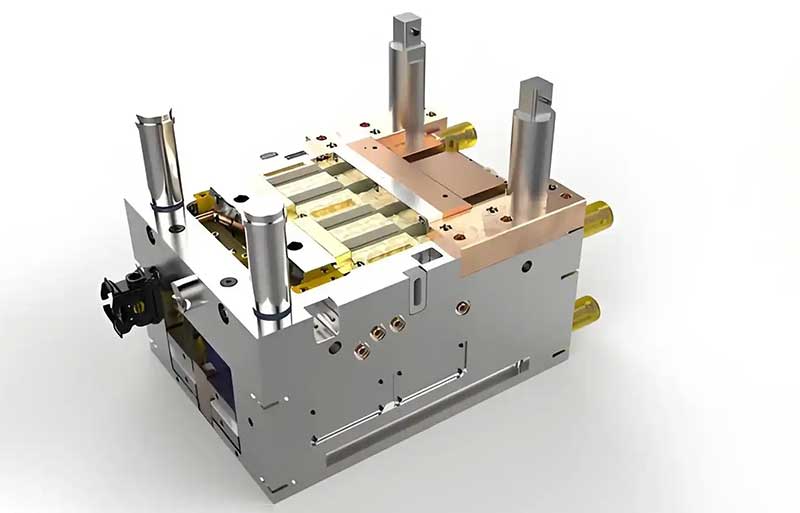
II. Assembly Sequence and Techniques
1. Fixed Mold Plate First
- Place the fixed mold plate flat on the workbench and check its flatness.
- Install locating posts, bushings, and cooling plates, then perform a seal test using low-pressure air or hydraulic pressure.
2. Position Core Components
- Fit the core into the fixed mold plate and adjust the locating pins to ensure proper seating.
- Pre-assemble the ejection mechanism, check the ejector pin travel, and apply a thin layer of lubricating grease to the ejector pin plate to ensure smooth sliding.
3. Center Moving Mold Plate
- Bring the assembled fixed mold plate together with the moving mold plate and center them using guide pillars on both sides.
- Gradually close the mold lightly and use a feeler gauge to check for uniform clearance at the parting line (recommended range: 5–10 μm) to ensure no misalignment or elevation after closing.
4. Install Slides and Lifters
- Install slide assemblies on the moving mold side, first fitting the guiding lifter mechanisms, then tightening the lifter belts or connecting rods.
- After closing the mold, manually push the lifter rods to confirm smooth movement of the slides without collision or interference.
III. Centering and Gap Adjustment
1. Parting Line Gap Calibration
- Uneven parting line gaps can lead to melt leakage (flash) or localized flow resistance. Standard calibration steps include:
- After closing the mold, insert a 0.01 mm feeler gauge at the four corners and center of the parting line to check gap consistency point by point.
- If deviations are found, adjust the length of locating posts or add/remove shims to fine-tune parting line parallelism.
2. Ejector Pin Travel Setting
- Ejector pin travel should slightly exceed the ejection travel of the part to prevent insufficient ejection or over-travel causing pin over-extension.
- Use stroke limiters or measuring nuts to lock the maximum ejector pin travel and conduct multiple tests to confirm.
IV. Auxiliary System Installation and Verification
1. Cooling System
- Fitting Installation: Use quick-connect or compression fittings to connect water lines. First, check for leaks with low-pressure water before final assembly.
- Flow Rate and Temperature Difference: It is recommended to control the temperature difference between the cooling circuit inlet and outlet within 5–10 ℃ and verify balanced flow rates across all circuits using flow meters.
2. Venting System
- Reserve 0.02–0.05 mm vent slots at the end of the cavity and beside slides, and conduct air injection tests after assembly to ensure air can escape smoothly without material leakage.
3. Heating and Temperature Control
- Heater Band Placement: For temperature-sensitive or stick-prone areas, install heater bands and cover them with high-temperature-resistant silicone tubes to prevent excessive temperature gradients.
- Temperature Sensors: Embed thermocouples at key mold locations (gate, merge points, thin-wall sections) and conduct simulated control tests after assembly.
V. Mold Testing and Calibration
1. First-Article Mold Testing
- After assembly, conduct first-article mold testing, strictly recording molding parameters, ejection travel, and part condition.
- Inspect for defects such as flash, weld lines, sink marks, and warping, adjusting parting line gaps, cooling time, or venting positions based on defect locations.
2. Fine-Tuning and Production Debugging
- Injection Parameter Optimization: During mold testing, use the Design of Experiments (DOE) method to optimize injection speed, pressure, and packing profiles to ensure stable molding.
- Automation Monitoring Integration: Interface mold assembly data with the injection molding machine’s monitoring system for real-time mold temperature and pressure monitoring, improving subsequent changeover efficiency.
3. Regular Maintenance
- After each production batch or every 5,000 cycles, it is recommended to perform mold calibration and inspect ejector pins/bushings, replacing worn parts promptly to maintain assembly precision and molding consistency.
VI. Common Issues and Precautions
- Assembly Environment: Maintain a clean, dust-free assembly workshop with a temperature of 20–25 ℃ and humidity of 40–60% to prevent part rusting or dimensional drift.
- Tightening Torque: Bolt tightening torque must strictly adhere to mold specifications to avoid deformation from over-tightening or loose fit from under-tightening.
- Documentation and Traceability: Record each assembly step, adjustment data, and mold test results in detail for easy fault tracing and process reproduction in the future.
By systematically applying the above six stages of assembly and calibration, the closing accuracy, venting efficiency, cooling uniformity, and ejection smoothness of injection molds can be effectively ensured, providing a solid foundation for high-quality, high-stability injection molding production. Proper application of these assembly techniques can significantly shorten mold testing cycles, reduce maintenance costs, and extend mold service life.