Similar to plastic extrusion, aluminum extrusion shares some commonalities in terms of working principles and practical uses. Below are some common steps:
- Preheat the die to around 400-500℃.
- Also heat the aluminum ingot or alloy billet to 400-500℃.
- Apply release agent like lubricant to the billet and then load it into the extrusion press.
- The extrusion ram pushes the billet material, applying high pressure up to 15,000 tons on the aluminum. The material will be filled with the container and extruded onto the die.
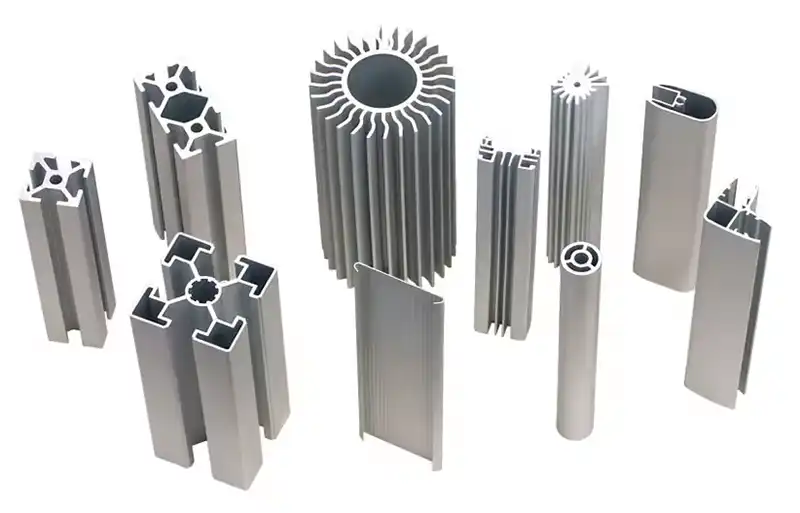
- Under this high pressure, the aluminum flows through the die orifice to achieve the desired extruded profile.
- Next, the puller grips the extruded part to prevent it from deformation and damage. Further, as the aluminum travels along the table, it undergoes a quenching process. It can cool the material evenly, either through a full water bath or fan cooling.
- The hot saw then shears the extrusion to the table length.
- Cool the aluminum materials to solidify and fix the shape, and repair some twists by stretcher.
- Cut the hardened parts to the desired length, generally ranging from 8 to 21 feet. Then, move these parts into the oven for aging to reach the appropriate temperature, typically T5 or T6.
- Carry out further processing like heat treatment, cutting, and surface treatment.
In general, the key aspects of aluminum extrusion are the high temperature and high pressure, enabling the aluminum to flow and shape its form within the die.